 03.12.2014, 02:05
#1
03.12.2014, 02:05
#1
|
#1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


Чебуралиссимус
|
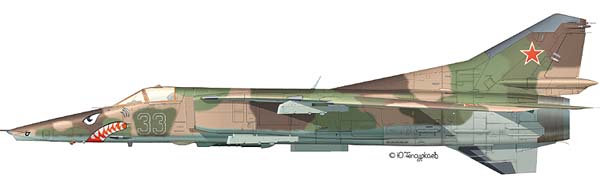
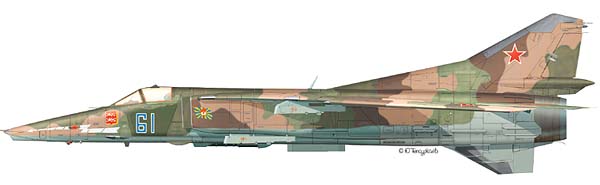
 МиГ-27Д МиГ-27Д
Испытания и эксплуатация новой машины показали, что МиГ-27М по своим возможностям значительно превосходит МиГ-27 и не уступает по многим показателям "Кайре". Исходя из этого было принято решение провести модернизацию ранее выпушенных "32-25" до уровня "эмовскнх" самолетов. Самолет получил при модернизации новый ПрНК-23М. Первый, доработанный таким образом МиГ-27, получивший новый шифр "32-27" поднялся в воздух в 1982 году. С 1983 года по его образцу па авиационном заводе в Иркутске и ряде авиаремонтных предприятий было доработано 304 самолета получивших обозначение МиГ-27Д. Эти работы были завершены в 1987 году, когда последняя машина покинула цеха завода. "Дэшка" практически ничем не отличалась от МиГ-27М и имела такой же состав оборудования и вооружения. Однако иркутские МиГ-27Д можно было легко внешне отличить от улан-удинских "эмок". Для сокрытия числа проходящих доработку самолетов местные секретчики постановили наносить на гаргрот за кабиной изображение ложного фонаря, уподобляя МиГ-27 выпускающимся на заводе "спаркам". Самолеты двух предприятий отличались и качеством сборки: получить МиГ-27М улан-удинского выпуска в частях считалось большим несчастьем - течи баков, плохая подгонка люков, трещины, негерметичность трубопроводов и плохая пайка электрожгутов на "бурятских" машинах были обычным делом. Кроме того, самолеты отличались "индивидуальностью" сборки и отсутствием взаимозаменяемости узлов и деталей, на порядок уступая но "дефектности" сибирским МиГ-27Д. Общим для самолетов всех трех заводов стал целый ряд доработок и изменений конструкции основного несущего элемента - бака-отсека No.2. Агрегат, несущий узлы поворотных консолей, основные стойки шасси, хвостовую и переднюю части фюзеляжа, подвергался многотонным нагрузкам и сваривался из стали В11С-2, высокопрочной, но чувствительной к усталостному нагружению и концентраторам напряжений, неизбежных в сложной конструкции, объединявшей множество штампованных и кованных узлов и деталей. Свою долю вносили проблемы сварки толстостенных диафрагм, шпангоутов, панелей и, особенно, верхних "крестовин" - поясов отсека, испытывавших большие внутренние напряжения в многослойных сварных швах. Анализ показал, что трещины и усталостное разрушение вызваны двумя основными причинами: некачественным материалом штамповки и проката с высоким содержанием водорода, приводящим к повышению хрупкости стали, и структурным изменениям в зоне термического влияния шва. Повышая прочность, в конструкцию бака-отсека No.2 ввели усиления, увеличив толщину стенок шпангоутов, стенок, ребер и панелей узлов поворота. По поясам и стенкам шпангоутов установили усиливающие ленты, накладки и кницы в местах связки боковых панелей и проушин крепления ПЧК. Улучшая технологию сварки, "крестовины" отсека подвергались отжигу для снятия напряжений. Роликовую сварку стенок шпангоутов заменили аргонно-дуговой. С самолета No.4001 взамен внешних накладок увеличили толщины сечений силовых элементов и ввели тавровые ребра жесткости но стенкам шпангоутов. Детали стали делать из штамповок, прошедших обезводороживание. С No.5506 усилили траверсы шпангоутов и ввели полировку поверхностей в районе "подмышки" для устранения концентраций напряжений и поднятия технического ресурса. Следующим этапом стала установка дополнительного стального гофра на стенках шпангоутов при доработках и увеличение его толщины в производстве вместе с дальнейшим утолщением самой стенки с No.7601. Боковую верхнюю панель также усилили, добавив накладку. Радикально решить проблему все же не удавалось и после установки усиливающих профилей по панелям воздушного канала и изменений по их приварке к шпангоутам, внедренных с No.9211. Выносливость усиленного в производстве отсека улучшилась, но на доработанных машинах трещины у "крестовин" по гофрам и сварным швам продолжали появляться, требуя в эксплуатации регулярного ультразвукового контроля.
----------                   
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 Линейный вид
Линейный вид
